网络整理04-18点击: 1805
热带钢轧机的轧件既薄又宽又长,并且轧制速度大,扎制精度要求高,这些轧制工艺特点要求轧机压下装置应满足以下几点:
(1)能单独和同时传动两个压下螺丝,以满足辊缝调整的要求。轧辊平行度的调整要求非常严格。由于带材的宽厚比很大(热轧带钢的b/h可达1000以上),因此,上、下轧辊应严格保持平行。
(2)轧辊调整量较小,但调整精度高。上轧辊提升高度一般为100-200mm,在换辊操作时,最大行程也只有200~300mm。在轧制过程中,轧辊的调整行程更小,最大为10-25mm,最小时只有几个微米。但是,调整精度高。目前,热轧宽带钢的纵向厚度差已提高到±0.025-±0.05mm,故要求压下螺丝应准确地停在所要求的位置上,以保证辊缝的调整精度。压下装置的调整精度应在厚度公差范围以内。
(3)压下装置必须动作迅速、反应灵敏。为了在高速轧制下调整轧件的局部厚差,压下装置必须动作快、灵敏度高。这是该轧机压下装置最主要的技术条件,因此,要求压下机构的惯性要小。
(4)压下装置经常的工作制度是“频繁的带钢压下”。在轧制过程中,为了消除带钢的厚度不均匀和保证轧制精度,压下装置必须随时在轧制负荷下调整辊缝,也就是“带钢压下”。此外,在开轧前,对轧辊进行零位调整时,为消除机座弹性变形的影响,有时需要进行工作辊预压靠操作。
(5)要求在调整过程中随时指示出轧辊的实际位置,以利操作。
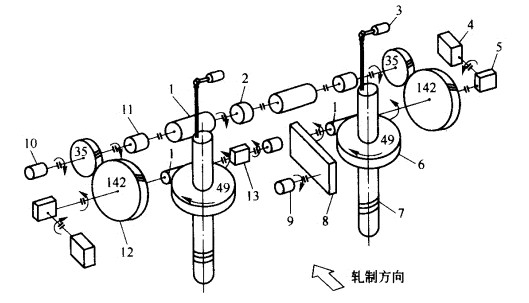
1700mm热连轧机粗轧机的压下装置传动图,它是采用圆柱齿轮一蜗轮减速的电动压下装置。系统中有脉冲发生器和自整角机,用来控制压下螺丝的行程,并在操作台上显示,极限开关用作极限位置控制。此外,在压下螺丝上端,还有安全保护用的极限开关。
根据攻牙机主轴数目不同,可分为多轴攻牙机等;根据加工零件种类不同,多轴攻牙机又可
数控排刀机有25型、36型、46型,它的结构一般是旋转的。几把刀排在一起,旋转刀架是一
磁性分离器用于磨床及其他机床冷却液(切屑油或乳化液)的净化。通过分离器的磁性滚筒把
多轴钻床是一种新型的孔加工设备,可以一次性把几个甚至十几二十个孔或螺纹加工出来。
数控平面钻床作为现代制造业中的重要设备,对提高生产效率具有显著的影响和优势。下面
Copyright © 2017.duoqixin.com All rights reserved. 多企信







